Asgorahth
Cadet 3rd Year
- Registriert
- Dez. 2021
- Beiträge
- 62
Hallo,
ich habe mir nun endlich mal einen 3d drucker angeschafft, nach einem erstmaligen fehlkauf habe ich mir dann ein paar videos angeschaut und mir direkt danach den immer wieder mepfohlenen elegoo neptune 3pro angeschafft.
ich habe mir nun weitere videos angeschaut, also zu e steps und dem first layer, alles gemacht, aber ein problem bleibt
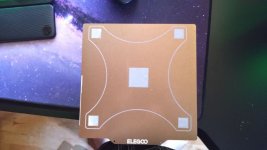
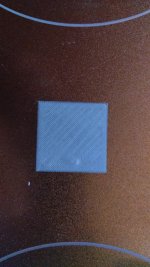
ich kann mahcne was ich will die erste schicht wird nie wirklich sauber. links passt es, rechts zu nah dran. ab einer gewissen höhe kratzt dann die düse gerne mal über das bauteil und verschiebt dieses.
kann mir da einer weiter helfen?
und bitte recht einfach, ich bin echt kein profi und hab da gerne mal verständnis probleme^^
ich habe mir nun endlich mal einen 3d drucker angeschafft, nach einem erstmaligen fehlkauf habe ich mir dann ein paar videos angeschaut und mir direkt danach den immer wieder mepfohlenen elegoo neptune 3pro angeschafft.
ich habe mir nun weitere videos angeschaut, also zu e steps und dem first layer, alles gemacht, aber ein problem bleibt
ich kann mahcne was ich will die erste schicht wird nie wirklich sauber. links passt es, rechts zu nah dran. ab einer gewissen höhe kratzt dann die düse gerne mal über das bauteil und verschiebt dieses.
kann mir da einer weiter helfen?
und bitte recht einfach, ich bin echt kein profi und hab da gerne mal verständnis probleme^^